
Produced Water Treatment with Deoiling Hydrocyclones – Misconceptions & Corrections (B-PWT002)
Produced Water Treatment; Performance Prediction & Water Chemistry
Performance Prediction
Performance of any mechanical oil in water separator can be predicted quite accurately when the basic parameters of Stokes Law are known:
Stokes Law:
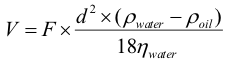
where:
V = particle velocity; separated droplet (oil) from bulk fluid (water)
This relates to the performance of the separator
F = separation force; 1g for tanks, up to x2000 higher for hydrocyclones
d = diameter of the oil droplet
ρwater = water density
ρoil = oil density
ɳwater = water viscosity
Most of these parameters are easily determined, however the oil droplet Particle Size Distribution (PSD) can prove to be very hard to measure accurately. This variable turns out to be a most critical parameter, as the impact on performance is proportional to the droplet diameter squared. Proper process design is critical for maximizing the oil droplet size.
Over the last few decades there has been a growing awareness of the importance of droplet size as it relates to oil/water separation in the oil & gas industry. Water-droplet size is the equivalent parameter in dehydration applications. Maximizing or preserving the droplet size increases the separation rate of oil in water. This normally corresponds to savings in equipment costs and/or increased capacity for a separator.
It should be recognised here that nature does not present us with small, difficult to separate, oil in water dispersions / emulsions. We create these all by ourselves, starting downhole, in the process of generating production fluids. This is best illustrated as follows;
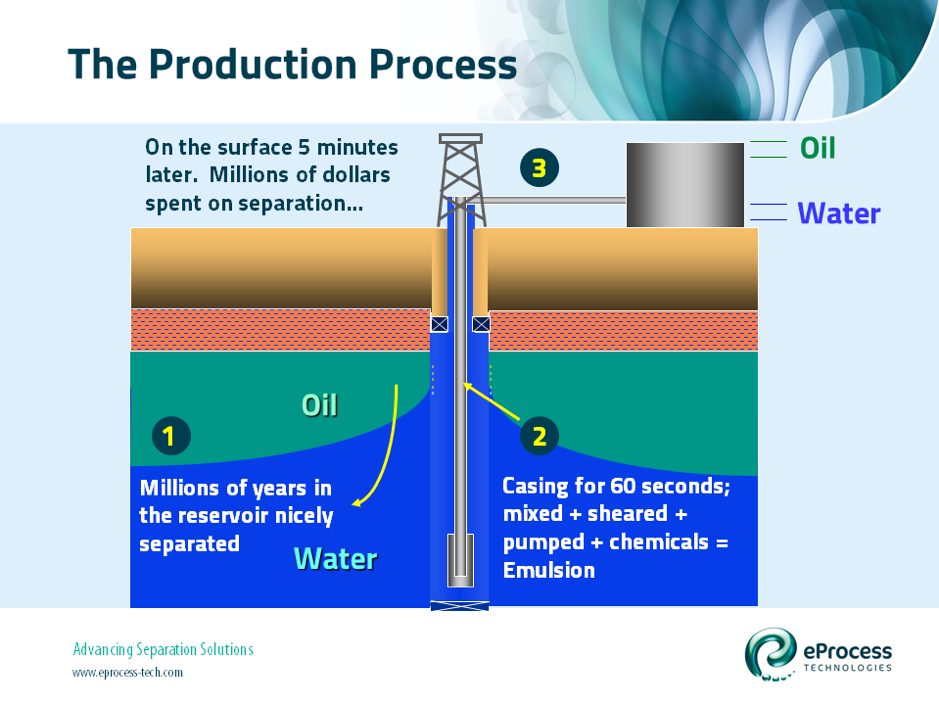
Pressure Drop vs. Droplet Shear
Oil droplets are susceptible to shearing in areas of high turbulence. A 40-micron droplet may be sheared into 20-micron droplets or even 10-micron droplets by going through areas of high turbulence or shear. From Stokes Law it can be seen that it will take four times longer to separate a 20-micron droplet than a 40-micron droplet, and it will take sixteen times longer to separate a 10-micron droplet. Droplet size, surface tension and oil density affect how susceptible an oil droplet is to size reduction by shearing. It is out of the scope of this discussion to attempt to quantify those effects, however as a general rule a small droplet of heavy oil with high surface tension is more unlikely to be broken than a large droplet of light oil with low surface tension.
Shear action takes place at several location within a production system; Downhole in the formation and perforations, at wellhead chokes, in high velocity flow lines, in control valves, and in pumps and other process equipment. Much research has been put into low shear chokes, valves, and pumps because of the obvious advantages of not mixing the fluids that you are trying to separate.
The Measurement Complication
Accurately measuring PSD is difficult because the droplets are susceptible to shearing or coalescence during the sampling or sample preparation process. Even with careful isokinetic sampling, the PSD in the sample will often differ from actual process conditions. When the sample is depressurised, dissolved gas evolves in the sample bottle, separating out some of the droplets. Measuring the droplets under process pressure alleviates this problem, but offers a whole new array of problems such as shearing and/or coalescing of droplets in the sampling pipe work, cleaning of sample cells, and interference from gas bubbles and solid particles. Often this type of data gathering does not have very high priority. In some cases it is impossible to obtain, as with new fields that are not producing at the time equipment is specified.
Performance Factors not covered by Stoke
The parameters in the Stokes equation are not the only variables that affect separation performance of produced water treatment equipment. As we saw in our earlier discussion, ‘other conditions’ are often present in produced water which affect performance as well. Some of the most important are:
- Free and dissolved gas
- Solids content and type
- Scale particles
- Wax content
- Asphaltene content
- Oil/water emulsions
- Production chemicals
Industry is continuously working to quantify the effect of these components with the intent of finding ways to overcome the challenges they pose.
Implications for Equipment Selection
Accurate performance prediction for water handling equipment systems are as much an art as a science because of the effects of the many parameters above, that often are unknown or difficult to quantify. One of the most important issues in selecting separation equipment and vendors is experience. This includes years in business and number of successful commercial units in operation.
Experienced vendors draw information from oil and gas fields around the world, where their equipment operates, so that the treatability of oil/water mixtures for new applications can be better estimated, even when only basic fluid parameters are known. With regards to oil droplet sizes, a distribution with a mean of approximately 20 microns is a reasonable figure to use as a starting point. Higher oil-in-water concentrations tend to result in larger mean droplet sizes due to the occurrence of natural coalescence.
It is extremely difficult to draw good conclusions from laboratory work performed on fluid samples. Samples change over time due to interfacial tension breakdown, biological degradation, separation of the fluids, and coalescence of particles, which eliminates a PSD. Additionally, the effects of dissolved gas cannot be evaluated. Any conclusions from laboratory work on oil/water samples must be considered carefully. They are at best indicative only.
Where unusual or severe conditions apply such as in very heavy oil, low temperature production, crude oils with very high asphaltene content, or production systems where severe mechanical shear occurs, it is not always possible to accurately predict performance. In such cases it is highly recommended to conduct a field trial / evaluation of the equipment prior to final selection.
Bibliography:
- Van der Zande M.J. et al., Delft University of Technology, “Effect of Flow through a Choke Valve on Emulsion Stability”, SPE56640, ATCE Houston, October 3-6, 1999.
- Bansal K.M., Conoco Inc., “Effect of Nonproduced Fluids on Produced Water Treatment Equipment Efficiency”, SPE 25199, International Symposium on Oilfield Chemistry, March 2-5, 1993
- Stephenson M.T., Texaco Inc., “Components of Produced Water: A Compilation of Results from Several Industry Studies”, SPE 23313, International Conference on HS&E, The Hague, Netherlands, November 10-14, 1991
- Flanigan D.A., et al., Conoco Inc., “Droplet Size Analysis: A New Tool for Improving Oilfield Separations”, SPE 18204, ATCE Houston, October 2–5, 1988.
- Meijs F.H. and Mitchell R.W., Shell E&P Labs, “Studies on the Improvement of Coalescence Conditions of Oilfield Emulsions”, SPE 4356, Symposium on Oilfield Chemistry, Denver, May 24-25, 1974
- Atkinson E., I.C.I., Freshwater D.C., Loughborough University, “The Separation of Liquid Dispersions”, British Chemical Engineering, October 1958.